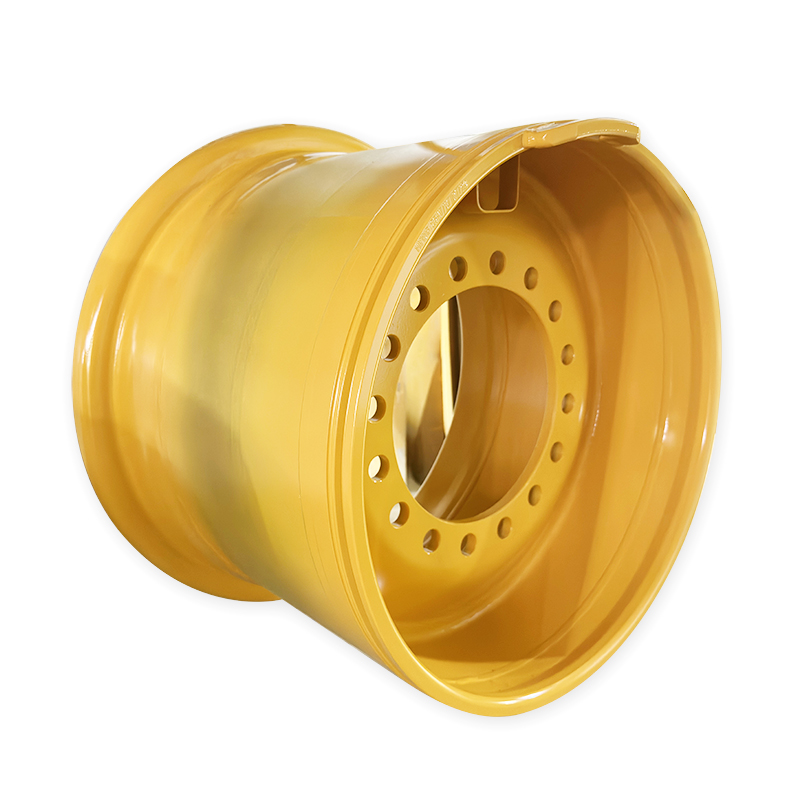
17.00-25/1.7 velg Ehitustehnika Rataslaadurile




Original Equipment Manufacturer (OEM) veljed, tuntud ka kui varuveljed, on rattad, mis on sõidukite esmasel valmistamisel standardvarustuses. OEM-rataste valmistamise protsess hõlmab mitut etappi, sealhulgas disaini, materjali valimist, valamist või sepistamist, töötlemist, viimistlust ja kvaliteedikontrolli.
Volvo rataslaaduritel on tavaliselt järgmised omadused:
1. **Disain**: OEM-rattad algavad projekteerimisetapiga, kus insenerid ja disainerid loovad ratta spetsifikatsioonid, sealhulgas mõõtmed, stiili ja kandevõime. Disain võtab arvesse ka selliseid tegureid nagu sõiduki kaal, jõudlusnõuded ja esteetika.
2. **Materjali valik**: materjali valik on ratta tugevuse, vastupidavuse ja kaalu seisukohalt ülioluline. Enamik OEM-rattaid on valmistatud kas alumiiniumisulamist või terasest. Alumiinium valuveljed on levinumad nende kergema kaalu ja parema esteetika tõttu. Konkreetne sulami koostis valitakse velje soovitud omaduste põhjal.
3. **Valamine või sepistamine**: OEM-rataste valmistamiseks on kaks peamist tootmismeetodit: valamine ja sepistamine.
- **Valamine**: Valamisel valatakse sula alumiiniumsulam ratta kujuga vormi. Kui sulam jahtub ja tahkub, võtab see vormi kuju. Seda meetodit kasutatakse tavaliselt keerukate kujunduste loomiseks ja see on kulutõhusam suure hulga rataste tootmiseks.
- **Sepistamine**: sepistamine hõlmab kuumutatud alumiiniumisulamist toorikute vormimist kõrgsurvepresside või haamrite abil. See meetod annab tavaliselt valuga võrreldes tugevamad ja kergemad rattad, kuid see on kallim ja sobib paremini jõudlusele orienteeritud sõidukitele.
4. **Masintöötlemine**: pärast valamist või sepistamist läbivad rattad töötlemisprotsessi, et viimistleda nende kuju, eemaldada liigne materjal ja luua selliseid funktsioone nagu kodarad, kinnitusmutri augud ja kinnituspind. Arvutiga juhitavad masinad tagavad selles etapis täpsuse ja järjepidevuse.
5. **Viimistlus**: rattad läbivad erinevaid viimistlusprotsesse, et parandada nende välimust ja kaitsta neid korrosiooni eest. See hõlmab värvimist, pulbervärvimist või läbipaistva kaitsekihi pealekandmist. Mõned rattad võivad olla ka poleeritud või töödeldud, et luua spetsiifiline pinnatekstuur.
6. **Kvaliteedikontroll**: kogu tootmisprotsessi vältel rakendatakse rangeid kvaliteedikontrolli meetmeid tagamaks, et rattad vastaksid ohutus-, jõudlus- ja esteetilistele standarditele. See hõlmab konstruktsiooni terviklikkuse, tasakaalu, mõõtmete ja pinnaviimistluse testimist.
7. **Testimine**: kui rattad on valmistatud ja viimistletud, läbivad need mitmesugused katsed, nagu radiaal- ja külgmised väsimuskatsed, löögitestid ja stressitestid. Need testid aitavad kontrollida rataste tugevust ja vastupidavust erinevates tingimustes.
8. **Pakendamine ja turustamine**: pärast kvaliteedikontrolli ja testimise läbimist pakitakse rattad kokku ja jaotatakse uutele sõidukitele paigaldamiseks autotööstuse koostetehastele. Need võivad olla saadaval ka varuosadena järelturu kasutamiseks.
Üldiselt on OEM-rataste valmistamise protsess inseneriteaduse, materjaliteaduse, täppistöötluse ja kvaliteedikontrolli kombinatsioon, et tagada rataste vastavus ohutus-, jõudlus- ja esteetilistele standarditele, täiendades samal ajal sõiduki disaini ja funktsionaalsust.
Rohkem valikuid
| Rataslaadur | 14.00-25 |
| Rataslaadur | 17.00-25 |
| Rataslaadur | 19.50-25 |
| Rataslaadur | 22.00-25 |
| Rataslaadur | 24.00-25 |
| Rataslaadur | 25.00-25 |
| Rataslaadur | 24.00-29 |
| Rataslaadur | 25.00-29 |
| Rataslaadur | 27.00-29 |
| Rataslaadur | DW25x28 |